Ответы на билеты РТИ
Конструкции транспортерных лент. Линия кольцевой сборки сердечников транспортерных лент. Аппаратурное оформление, последовательность операций.
Конструкции транспортерных лент.
1.Транспортерные ленты с нарезными бортами.
1-Сердечник состоит из нескольких слоев прорезиненной ткани.
2-Резиновая прокладка рабочей стороны.
3-Резиновая прокладка нерабочей стороны.
4-Резиновая обкладка рабочей стороны.
5-Резиновая обкладка нерабочей стороны.
Ширина b>= 400 мм
2.Транспортерные ленты с резиновыми бортами.
6-Бортовая полоса (борт).
Bmax= 3000 мм.
Линия кольцевой сборки сердечников транспортерных лент.
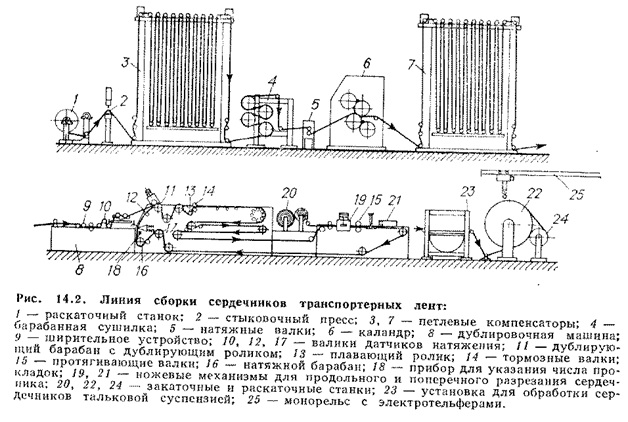
Механизированная линия (рис. 14.2) для сборки сердечников из хлопчатобумажных и синтетических тканей позволяет осуществить основные технологические операции: промазку и обкладку тканей резиновой смесью, сборку сердечников, наложение узкой брекерной прокладки. Ткань с раскаточного станка 1 при натяжении 800 Н на полотно поступает на петлевой компенсатор 3, обеспечивающий непрерывность работы линии при стыковке концов рулонов на вул-канизационном прессе 2. Ширенне и центрирование ткани в компен-саторе осуществляется дугообразными обрезиненными роликами. Перед обрезиниванием ткань просушивается на барабанной су¬шилке 4, а затем поступает на каландр 6. Простаскивание ткани обеспечивается натяжными валками 5 и каландром 6. Синхронность работы каландра 6 и дублировочной машины 8 достигается благо¬даря установке в линию промежуточного компенсатора 7. Сердечник собирается на дублировочной машине МД-1600 (индекс 577-1) по¬слойным наложением прокладок в кольцо, разрезается поперек ножом 21 и заматывается с прокладочным холстом в рулон на за¬каточном станке 22. Ремневой сердечник перед закаткой в рулон обрабатывается тальковой суспензией на установке 23.
На дублировочной машине 5 можно собирать сердечники длиной от 180 до 220 м. Ткань с компенсатора 7, пройдя ширительный ролик 9, натяжные и обводные валики с датчиком натяжения 10, а затем центрирующие ролики, поступает на дублирующий барабан 11.
тсчет длины ткани производится по вулканизованному стыку, для чего на нем закрепляется пластинка из медной фольги. Натяжение сердечника за каждый проход увеличивается на 1700 Н на полотно и поддерживается постоянным в пределах длины одной прокладки при помощи регулируемого привода натяжного барабана и датчиков натяжения 12. После выхода из зазора дублирующих барабана 11 и ролика растягивающие напряжения с ленты снимаются и постоян¬ный запас свободной петли сердечника поддерживается плавающим 13 и тормозным 14 роликами. Транспортирование сердечника через дублировочную машину вокруг поворотных барабанов обеспечи¬вается протягивающими валками 15 при минимальном натяжении, создаваемом натяжным барабаном 16 и контролируемом датчиком 17. Число прокладок в сердечнике определяется по числу прохождения медной пластинки (фольги) над прибором 18. После дублирования заданного числа прокладок в момент прохождения фольги над вто¬рым прибором в концевой части машины выдается сигнал на останов сердечника и на опускание ножей 19 для продольного реза сер¬дечника. Место стыка прокладок доводится до ножа 21 для попереч¬ного реза. Далее сердечник подается на закатку.
Назад