Ответы на билеты РТИ
Воздействие валков вальцев на перерабатываемый материал.
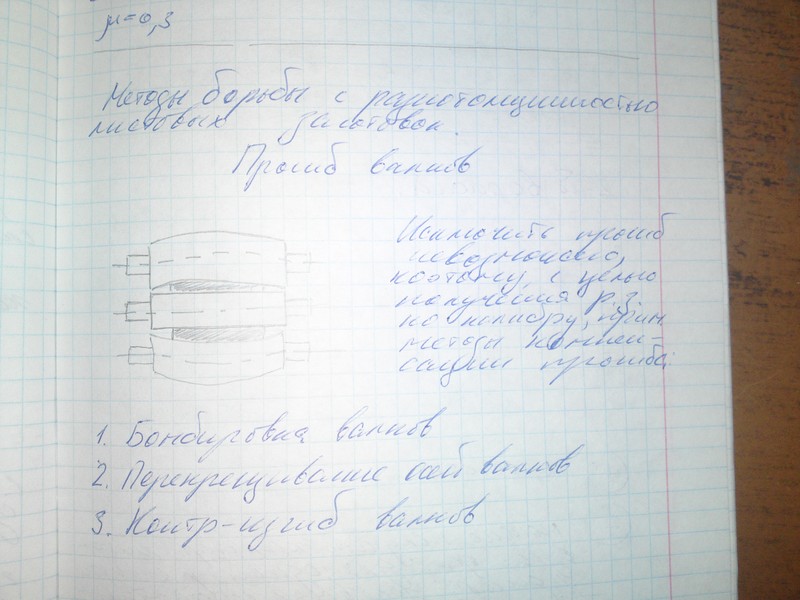
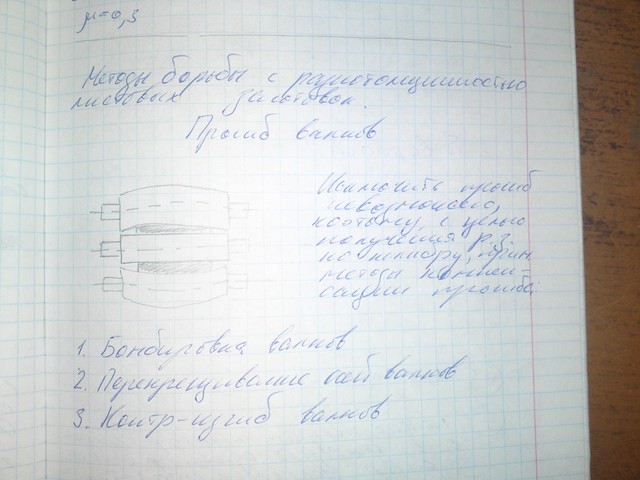
При прохождении материала через область деформации на валки действуют распорные усилия, которые передаются от валков через подшипники каландра на станины. Под действием распорных усилий валки каландра подвергаются деформации. Деформация валков от действия распорного усилия вызывает искажение профиля выпускаемого материала при каланровании. Для получения тонкого листа с малой разнотолщинностью по ширине на каландрах необходимо применять устройства компенсации прогиба валков.
Методы компенсации (уменьшения) прогиба валков должны обеспечивать возможность регулирования величины прогиба. Обычно на каландрах для компенсации прогиба валков применяются:
1) бомбировка;
2) перекрещивание;
3) контризгиб.
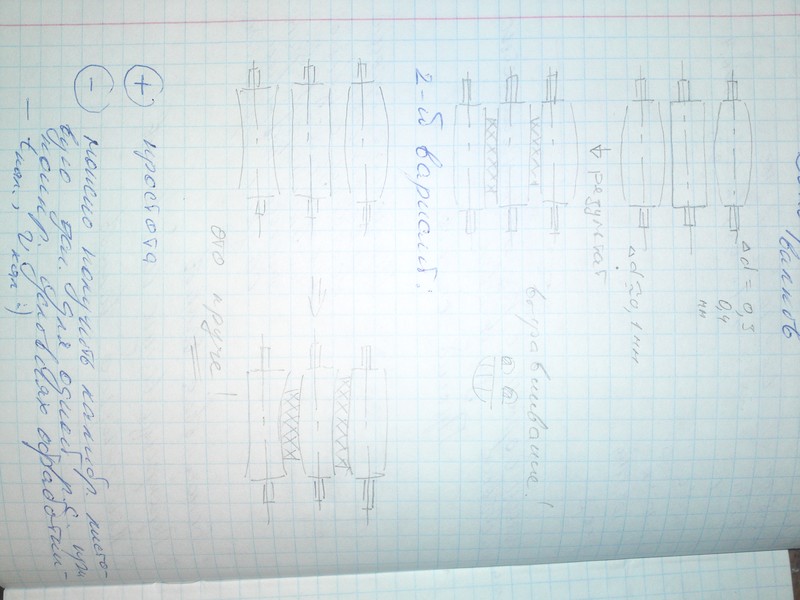
Бомбировка. Для компенсации прогиба валков и получения листов резиновой смеси равной толщины по всей ширине листа некоторым валкам каландра при шлифовке рабочей поверхности придают незначительную выпуклость (бочкообразиость) или вогнутость, Процесс придания рабочей части валка бочкообразной и вогнутой формы называют бомбировкой. Бомбировка валков производится на специальных шлифовальных станках. Величина бомбировки валков — разность между диаметрами в середине и на концах валка — обычно невелика и редко превышает 0,3— 0,4 мм для выпуклых и 0,1 мм для вогнутых валков. Величина бомбировки валков зависит от свойств перерабатываемого материала, типа операции, режима работы каландра, направления движения материала, размера машины, величины распорного усилия и др.
На четырехвалковых Г-образных кордных каландрах с валками длиной 2130 и диаметром 700 мм принимаются следующие размеры бомбировки (в мм):
Бомбировка обеспечивает надежную компенсацию прогиба валков только для одного типа резиновой смеси и при одних определенных условиях переработки. С изменением режима работы или при изменении рецептуры смеси необходимо менять величину бомбировки валков, что связано с большими трудностями.
Перекрещивание — это способ поворота осей некоторых валков каландра с целью уменьшения разнотолщинности листов материала, выпускаемых при ка-ландровании.
До настоящего времени применялось несколько различных конструкций механизмов перекрещивания осей валков, В современных механизмах перекрещивания ось подвижного валка перемещается в плоскости, перпендикулярной к плоскости, которая проходит через оси двух соседних валков, перекрещиваемого и неперекрещиваемого. Для этой цели применяют механизмы с подвижными клиньями. Как правило, на трех- и четырехвалковых каландрах перекрещиванию подвергают по два валка: соответственно, первый и третий, первый и четвертый, На каждый из валков устанавливают по два синхронно работающих механизма, которые отклоняют концы каждого валка в разные стороны.
Вследствие перекрещивания осей валка зазор между валками на концах становится несколько больше, чем зазор в середине длины бочки валка, что равносильно бомбировке. Регулирование компенсации прогиба валка методом перекрещивания можно производить только а сторону увеличения зазора.
Метод контризгиба валков (изгиб валков в направлении, обратном прогибу от распорного усилия) заключается в приложении к концам валка изгибающего момента, который или уменьшает, или увеличивает прогиб, вызываемый распорным усилием. Такой эффект достигается приложением нагрузок к концам валка с помощью гидравлических устройств.
Применение обоих методов (перекрещивание осей валков и контризгиб) дает аналогичные результаты в устранении влияния прогиба. Только контризгиб позволяет уменьшить прогиб валков от действия распорного усилия, а перекрещивание компенсирует разнотолщннность листа в сторону увеличения зазора по краям валков.

Назад