Ответы на билеты РТИ
Поточная линия по изготовлению рукавов навивочной конструкции бездорновым способом.
Агрегаты для сборки навивочных рукавов бездорновым способом.
Для сборки навивочных рукавов бездорновым способом применяют агрегаты с вертикальным и с горизонтальным перемещением рукава, Агрегаты горизонтального исполнения обладают рядом преимуществ и находят наибольшее распространение, поэтому ограничиваемся рассмотрением их устройства.
Чтобы предотвратить продольную и радиальную деформации внутренней камеры и прорезание ее стенок нитями при навивке, камеру формуют отдельно и предварительно подвулканизовывают и затем направляют на агрегат для сборки. Такая схема имеет су-щественные недостатки: снижается производительность из-за дополнительных операций и нарушения поточности, уменьшается прочность сцепления нитей каркаса с камерой. Процесс без разделения операций позволяет избежать указанных недостатков, но вместе с тем требует специальных мер по предотвращению деформации камеры.
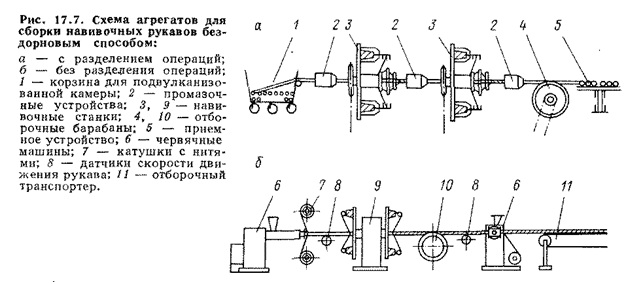
Агрегат, работающий с заранее отформованной подвулканизо-ванной камерой (рис. 17.7, а), содержит корзину 1 для камеры, устройства для промазки камеры и рукава клеем 2, навивочные станки 3, отборочный барабан 4 и приемное устройство 5. Входящие в состав агрегата приводные машины получают движение от общего привода. Конструкции навивочных и промазочных устройств описаны при рассмотрении агрегата для сборки навивочных рукавов дорновым способом (см. рис. 17.6).
При работе агрегата подвулканизованная камера до промазки перевязывается на участках определенной длины за счет воздуха, находящегося в камере, сохраняется ее каркасность. Собранный рукав накапливается на приемном устройстве и по мере его заполнения отрезается и снимается в виде бухты.
На выпускаемом в ЧССР агрегате (рис. 17.7, б) силовой слон выполняется из двух разреженных слоев нитей без промежуточного клеевого или резинового слоя. Внутренняя резиновая камера формуется в головке первой червячной машины 6 так, что на ее поверх-ности образуются продольные рифы, благодаря чему нити обоих слоев, врезаясь в вершины выступов, не скользят по камере. Одно- временно с формованием на камеру наводится несколько продольных нитей с катушек 7, предупреждающих продольную вытяжку рукава при сборке," На станке 9 на камеру одновременно навивается два слоя нитей в противоположных направлениях. Затем рукав отбирается барабаном 10 и подается на вторую червячную машину 6 для наложения наружного резинового слоя и далее отбирается транспортером 11. Синхронизация работы червячных машин, нави-вочного стайка и отборочных устройств обеспечивается сельсинами с датчиками 8.
Назад