Ответы на билеты РТИ
Конструкции транспортерных лент. Линия обкладки сердечников транспортерных лент. Аппаратурное оформление, последовательность операций.
Конструкции транспортерных лент.
1.Транспортерные ленты с нарезными бортами.
1-Сердечник состоит из нескольких слоев прорезиненной ткани.
2-Резиновая прокладка рабочей стороны.
3-Резиновая прокладка нерабочей стороны.
4-Резиновая обкладка рабочей стороны.
5-Резиновая обкладка нерабочей стороны.
Ширина b>= 400 мм
2.Транспортерные ленты с резиновыми бортами.
6-Бортовая полоса (борт).
Bmax= 3000 мм.
Линия обкладки сердечников транспортерных лент.
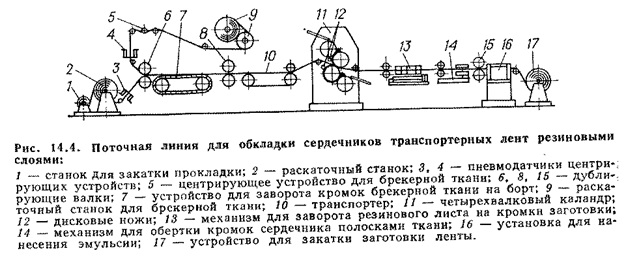
Заключительной операцией изготовления заготовки ленты является обкладка сердечника слоями и усиление его бортов. Эта операция на отечественных заводах РТИ осуществляется на агрегате с четырех в ал новым каландром (рис. 14.4).
Рулон сердечника устанавливается на раскаточный станок 2, который снабжен устройством для центрирования сердечника относительно продольной оси линии, управляемым по сигналам пневмодатчика 3. Прокладочный холст закатывается на станке 1. Брекер-ная ткань подается с раскаточного станка 9 и перед входом в дублирующие валки 6 центрируется относительно оси линии устройством 5 по команде пневмодатчика 4. Заворот кромок широкой брекерной прокладки на борт сердечника производится механизмом 7. Завернутые кромки прикатываются дублирующими валками 8. Далее сердечник транспортером 10 подается к четырехвалковому каландру 11 для двухсторонней обкладки 'резиновыми слоями. Края резиновых листов обрезаются дисковыми ножами 12 и после выхода из каландра механизмом 13 заворачиваются на кромки сердечника. При необходимости кромки сердечника на механизме 14 обертывают узкими тканевыми полосками. Далее сердечник обжимается дублирующими валками 15, проходит через установку 16 для нанесения слоя эмульсии и затем поступает на устройство для закатки 17. Управление всей линией осуществляется с главного пульта, отдельными машинами — с местных пультов.
Назад